Профилегибочный электромеханический станок МГ-0080-П-М
130596.00 ₽
Май 12, 2023
21
Старое значение: 0
Файл: https://sterbrust. com/upload/iblock/afd/afd0bcc386ce8eddb2932434a155909a. pdf
Бренд: metallica
Технические характеристики
Мощность двигателя.
1,5 кВт
Диаметр вала
46 мм
Диаметр цилиндра
155 мм
Размеры профилегиба (Д*Ш*В)
950*700*1400 мм
Вес (макс.)
210 кг
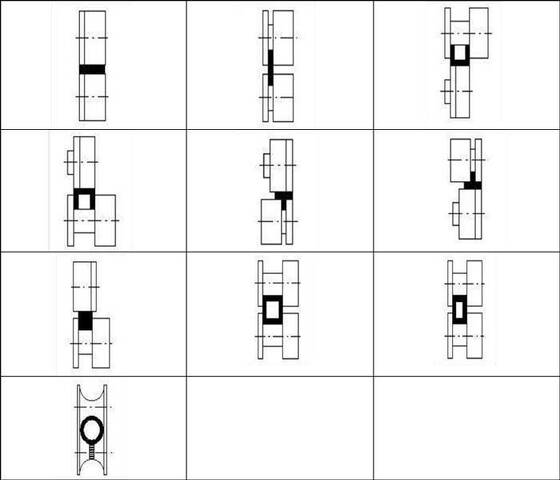
Тип профиля
Макс. сечение профиля
Мин. диаметр
Поперечное сечение
40x10
1200 мм
Квадрат
30x30
800 мм
Этот продукт из ассортимента
Цилиндры
Арка
Описание.
Данный цилиндро-формовочный станок предназначен для гибки стальных труб, полос и швеллеров круглого, прямоугольного и квадратного сечения из стали нормального класса ГОСТ 380-94. Вальцегибочные станки предназначены для эксплуатации в условиях умеренного климата по категории установки 3 государственного стандарта 15150-69.
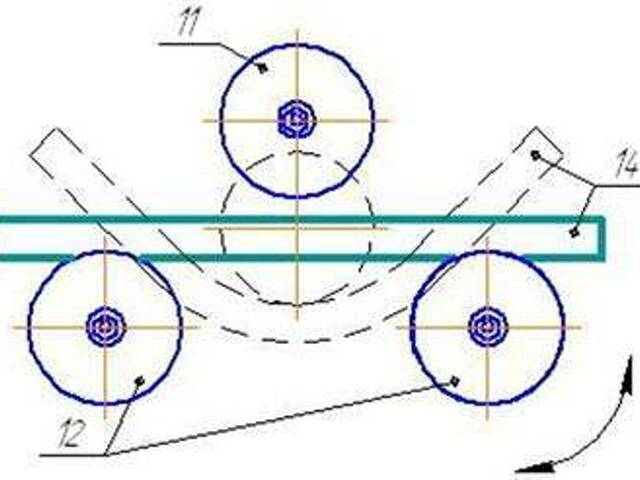
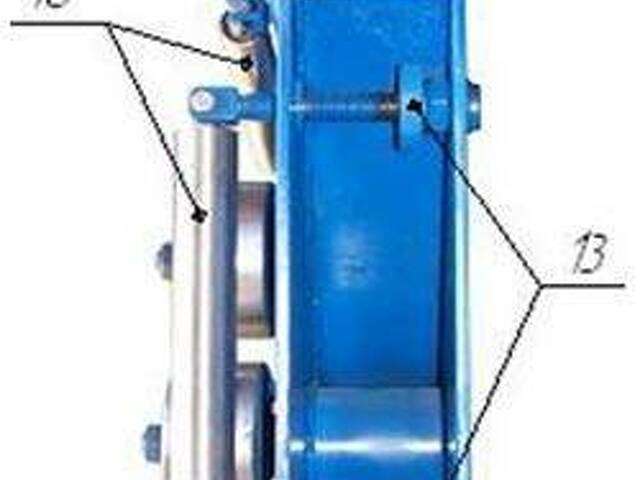
Предполагается, что заготовка будет "шататься" на роликах, и чтобы избежать этого, регулировкой гайки 13 регулируют направляющий вал 10. Сгибание заготовки происходит за счет вращения электромеханического привода (соединенного с опорными роликами через шестерни). Для изменения возвратно-поступательного движения роликов необходимо нажать кнопку СТОП. Для снятия детали 14 необходимо вращением кривошипа 7 вернуть прижимной ролик 11 в верхнее положение и снять деталь 14.
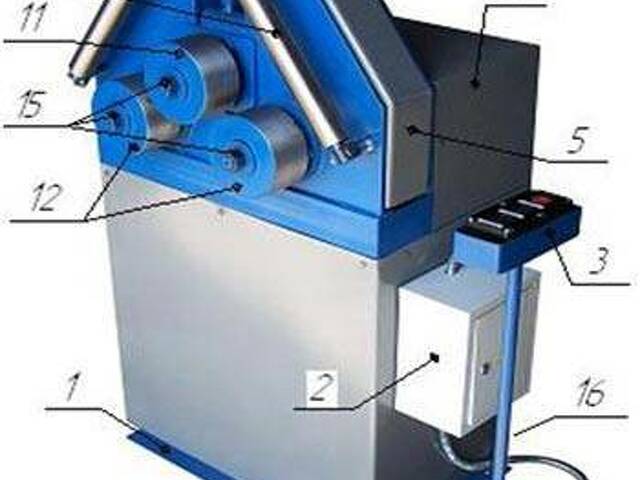
Профилегибочный станок состоит из следующих основных частей: станина, электрический шкаф, панель управления, защитный кожух, крышка регулировочной гайки направляющего ролика, рым-винт, ручка прижимного ролика, винты, гайки, направляющий ролик, прижимной ролик, опорный ролик, регулировочная гайка, Заготовки, цилиндрические гайки, шлифованные винты.
Установка профилегибочного станка. Станок должен быть поставлен готовым к работе, он должен быть надежно установлен и закреплен в отверстиях рамы четырьмя анкерными болтами (болты в комплект не входят).
Перед использованием профилегибочного станка убедитесь, что он заземлен.
Визуально проверьте полноту механических и электрических соединений.
Первоначальный запуск:.
Удалите консервационную смазку с роликов (используйте сухую или безворсовую ткань).
Убедитесь, что напряжение в сети соответствует напряжению предварительного фильтра.
Затем дайте машине поработать на холостом ходу в течение 30 минут,
Если возникнут какие-либо отклонения от нормальной работы, немедленно остановите станок для эскизов профиля и устраните неисправность.
Заготовка:.
Заготовка должна быть сухой и не содержать масла.
Твердость материала должна быть равномерной по всей длине.
Сгибаемая часть заготовки должна быть гладкой.
Принцип работы:
Гаечным ключом ослабьте гайку 15, фиксирующую зажимной ролик 11 и опорный ролик 12,
Установите цилиндр на вал с помощью шпонки и зафиксируйте его гайкой.
Поместите сгибаемую заготовку между опорным роликом 12 и прижимным роликом 11, поверните рычаг прижимного ролика 7 и медленно (на 1/2 оборота) опустите прижимной ролик 11. ) Требуемый радиус изгиба определяется величиной, необходимой для формирования требуемого радиуса изгиба; за одну работу невозможно согнуть до предельного радиуса, поэтому процесс гибки необходимо повторить до достижения определенного радиуса.
Принадлежности.
Машина,
Руководства.




Комментарии